
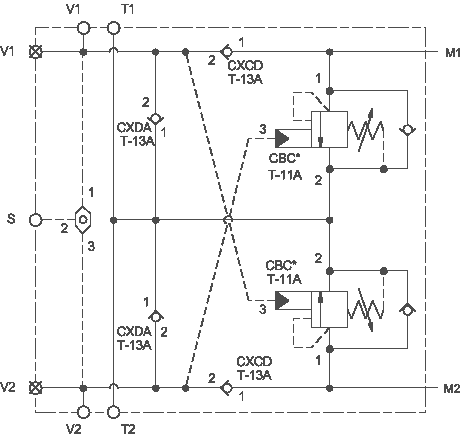
Schwenkbremsfunktion Baugruppe mit Wechselventil und Nachsaugventile
Function
| Modifiers | Ports |
| B, B/S | Port S: 1/4" NPTF; Ports V1 & V2: 3/8" NPTF; Ports T1 & T2: 1/2" NPTF; |
| C, C/S | Port S: 1/4" NPTF; Ports V1 & V2: 1/2" NPTF; Ports T1 & T2: 1/2" NPTF; |
| J, J/S | Port S: SAE 4; Ports V1 & V2: SAE 8; Ports T1 & T2: SAE 10; |
| K, K/S | Port S: SAE 4; Ports V1 & V2: SAE 10; Ports T1 & T2: SAE 10; |
Diese Ventilkombination verhindert das Voreilen von negativen Lasten beim Absenken. Die Arbeitsanschlüsse sind gleichzeitig druckabgesichert und gut vor Kavitation geschützt. Das rückströmende, erhitzte und ggf. verschmutzte Öl vom Verbraucher wird zum T-Anschluss geführt und bei jedem Arbeitsgang ausgespült. Das integrierte Wechselventil meldet den Arbeitsdruck in Vorlaufrichtung, der zum Öffnen einer Bremse oder als LS-Signal genutzt werden kann.
- Das Senkbremshalteventil sollte zumindest mit dem Faktor 1,3 über dem maximalen Lastdruck eingestellt sein.
- Senkbremshalteventile mit niedrigerem Aufsteuerverhältnis (3:1 gegenüber 10:1) könnten nötig sein, um zum Öffnen der Bremse genügend Druck zu haben.
- Hydraulikmotoren haben innere Leckage. Man benötigt daher eine mechanische Bremse, um eine dynamische Last zu halten.
| Gehäusetyp | angeflanschtangeflanscht |
| Lochbild | Eaton/Char-Lynn H & SEaton/Char-Lynn H & S |
| Durchfluss | 15 gpm60 L/min. |
| Montagebohrungsdurchmesser | .34 in.8.6 mm |
| Montagebohrungstiefe | durchgehenddurchgehend |
| Ansenkungsdurchmesser | .53 in.13,5 mm |
| Ansenkungstiefe | .28 in.7,1 mm |
| Anzahl der Montagebohrungen | 44 |
Es sind genau 250 "SUN" Tropfen in einem cubic inch oder 15 in einem ccm.
Reasons to anodize:
- To increase corrosion resistance. Sun uses 6061-T651 aluminum. It is one of the most corrosion resistant aluminum alloys there is. Whether or not anodizing improves the corrosion resistance of 6061 aluminum is debatable. We have yet to have a manifold returned because of corrosion.
- Appearance (color). The 2 colors that would appeal to Sun would be blue or black. Unfortunately these are the colors that are hardest to do consistently.
- To provide a hard wear surface. Sun does not make parts-in-body valves. The manifold is just plumbing. We don't need a wear surface.
- Because everyone else does it. Bad reason.
Reasons to not anodize:
- Cost. It's another process.
- Logistics. When you make tens of thousands of manifolds a month and you anodize hundreds, it's a problem. Consistency. See above.
- Stamping. After a body is anodized you cannot do any more stamping without making a mess.
Inspection. Have you ever tried to look for burrs in a black anodized body? It's the old blackboard factory at night scenario. - Torque. You will experience an increase in breakaway torque when removing items from an anodized manifold.
- Fatigue life. This is the best reason to not anodize. Fatigue failure is a very complex phenomenon. What it takes to initiate a crack is difficult to predict. What it takes to propagate a crack is readily defined. Anodizing produces a very thin, very hard, and very brittle surface on aluminum. The first time you pressurize an anodized aluminum manifold you have initiated fatigue cracks. Whether or not the stress is enough to propagate the cracks is a matter of pressure and manifold geometry. Anodizing an aluminum manifold grossly reduces the fatigue life by anywhere from 20% to 50%.
Direkt gesteuert Ventile werden genutzt, um Überdruck zu vermeiden und vorgesteuerte Ventile werden genutzt, um einen Druck zu regulieren. Wenn Sie unsicher in Ihrer Entscheidung sind, nehmen Sie ein direkt gesteuertes Ventil. SUNs direkt gesteuerte Ventile sind sehr schnell, schmutzunempfindlich, haltbar und robust. SUNs vorgesteuerte Ventile sind moderat schnell, haben einen geringen Druckanstieg über dem Volumenstrom und sind einfach einzustellen.
- Alle SAE-Anschlüsse nach ISO11926. Alle NPTF-Anschlüsse nach ANSI B1.20.1. Alle BSPP-Anschlüsse mit parallelem Gewinde.
- Für detailliertere Informationen bezüglich der Ventile in dieser Zusammenstellung klicken Sie bitte auf den Modelcode im Bereich Included Components.
- Wichtig: Beachten Sie bitte sorgfältig die maximalen Systemdrücke, denen das Gehäuse ausgesetzt ist. Der Druckbereich ist hauptsächlich abhängig vom Gehäusematerial. Anschlussart und Anschlussgröße sind von sekundärer Bedeutung. Zum Beispiel sind Aluminiumgehäuse nur bis zu einem Systemdruck bis 210 bar zugelassen, unabhängig von Anschlussart und -größe.
- NEU: Lösungen für einstellbare Vorzugsstromregelungen
- Ventilzusammenstellungen: Lösungen, wie sie Ihre Kunden erwarten
- Eilgang/Schleichgangbaugruppen
- Putting Sun at the heart of hydraulic regenerative braking systems
- Schaltung mit Schnellkupplungen
- Manufacturing Sun Cartridge Cavities (522.27 KB)